Rinnai 大口工場 Case Study | Automating Inter-Process Transport with the Compact AMR Kachaka Pro
Rinnai Corporation (Rinnai, headquartered in Nagoya, Aichi Prefecture)
Preferred Robotics, Inc. (headquartered in Chiyoda-ku, Tokyo; President and Representative Director: 礒部達) deployed the “Kachaka Pro” autonomous transport robot at Rinnai Corporation’s (Rinnai, headquartered in Nagoya, Aichi Prefecture) 大口工場. This article outlines the challenges and background the plant faced before adoption, along with how the robot is being used in practice today.
How They Discovered Kachaka Pro
The 大口工場 had already been evaluating AGVs and AMRs to advance factory automation, but most products were priced too high to deliver a reasonable return on investment after deployment. They later learned about Kachaka Pro through a magazine and online, which prompted a concrete evaluation for adoption.
Challenges and Background Behind Adopting a Transport Robot
Reducing Transport Work
The act of “transport” itself adds no value. Rinnai had already reduced transport work and improved productivity through automation equipment such as conveyors, but at the localized level—between production lines, for example—operators were still frequently seen having their time consumed by transport tasks.
Addressing Labor Shortages
Talent is hard to find on the manufacturing floor, and the impact of labor shortages is especially pronounced during peak periods. To prepare for an even tighter labor market ahead, the plant continued to evaluate transport robots.
Eliminating Reliance on Specific Individuals and Driving Automation
The plant wanted to proactively automate simple tasks that anyone can perform, such as transport, reducing dependence on specific personnel so that human resources could be focused on higher-productivity work.
The Deciding Factors for Adopting Kachaka Pro
Against this backdrop, the plant had been searching for a compact, low-cost transport robot. After reaching out and hearing a detailed explanation, they decided to adopt Kachaka Pro, valuing the following points in particular:
- Flexible SLAM-based navigation: No magnetic tape, QR codes, or other guidance infrastructure is required, giving it strong adaptability to layout changes and making it easy to coexist with people on the factory floor. With limited space and the need to work alongside operators, this was especially important for the 大口工場.
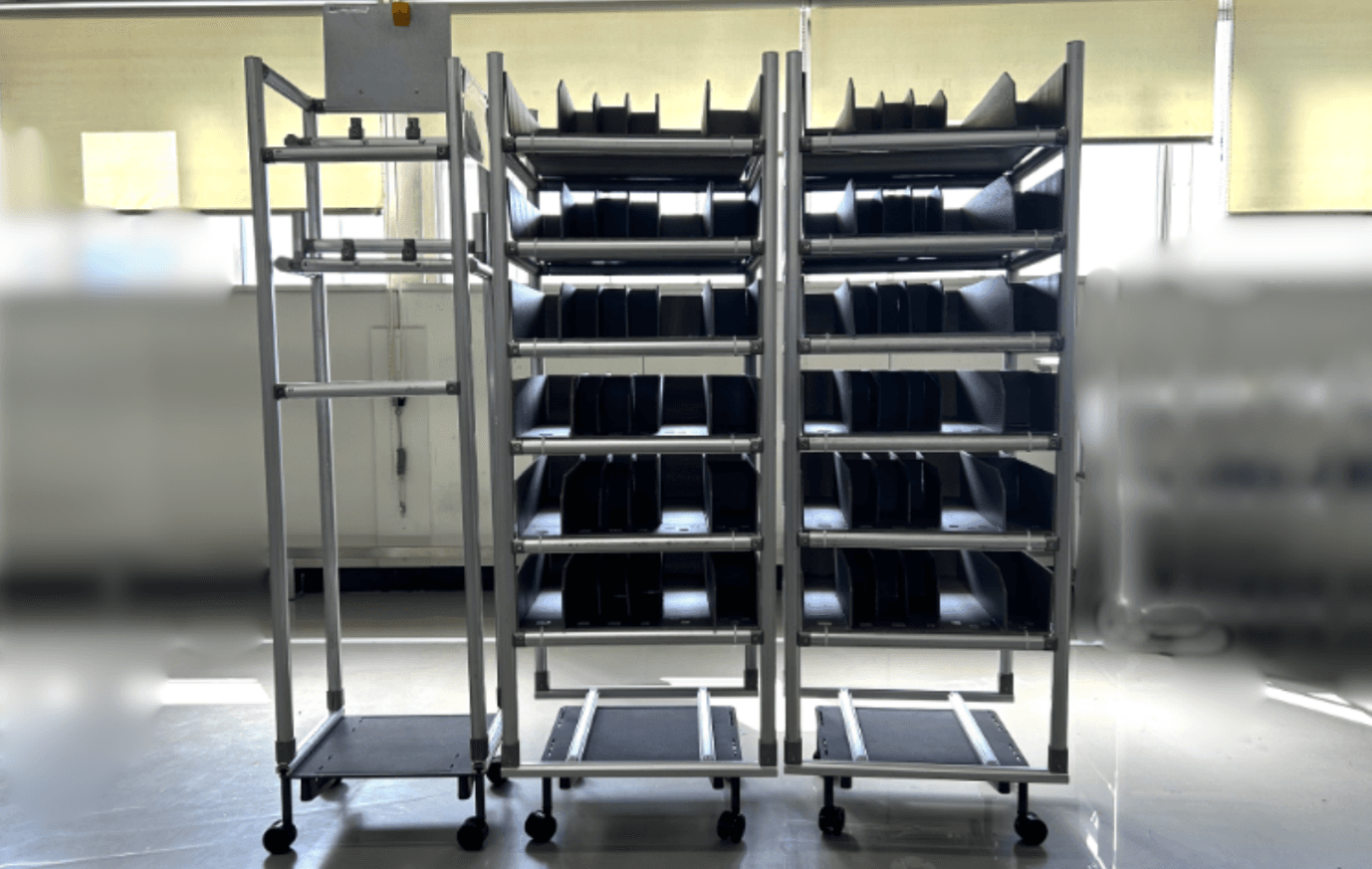
- Compact size and expandability: Kachaka Pro is extremely compact, so it rarely gets in the way of operators on the floor. The cart (Kachaka Base) can be freely fitted with practical shelving tailored to on-site needs, and this expandability was also highly valued.
- A relatively easy-to-adopt price point: In a market dominated by high-priced AMRs, Kachaka Pro was relatively easy to adopt on a cost basis.
How Kachaka Pro Is Used in the Factory
Currently, a single Kachaka Pro handles two tasks at once for cooking-related home appliance products: “intermediate assembly part transport (inter-line transport)” and “empty-cart retrieval.” The workflow is as follows:
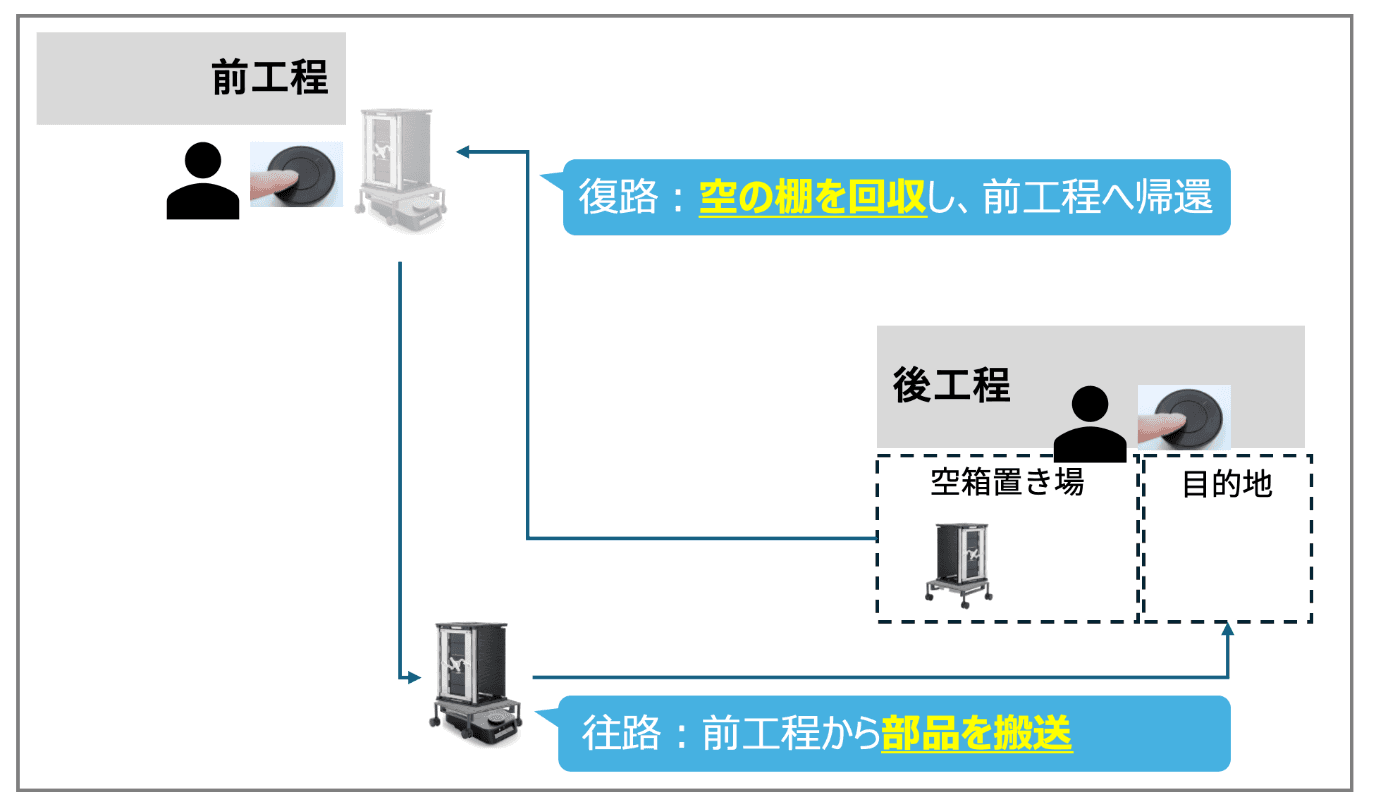
- An operator at the originating line loads intermediate assembly parts onto the Kachaka Base
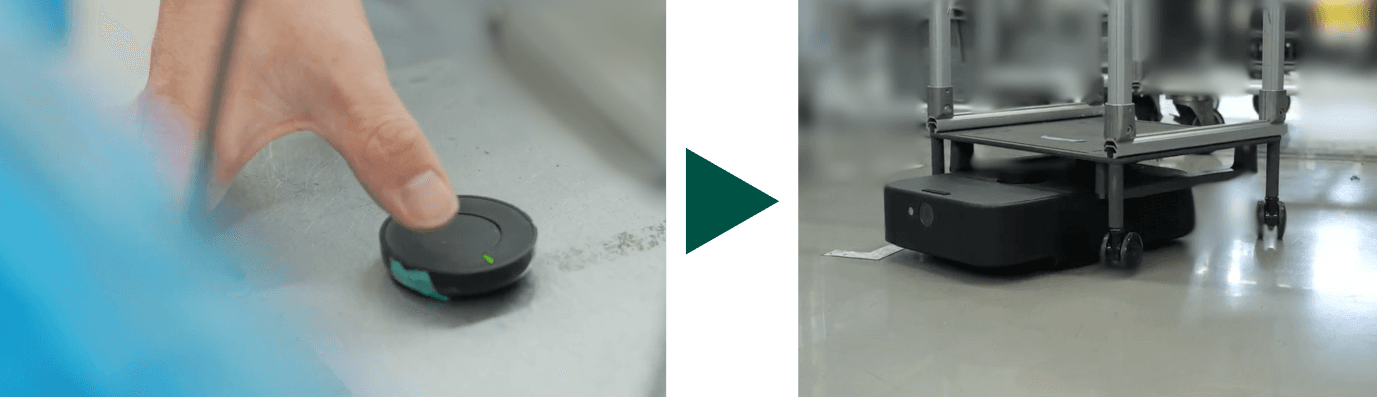
- The operator presses the Kachaka button, and the robot automatically transports the load to the next line
- After the operator at the receiving line presses the button, Kachaka Pro docks with a nearby empty shelf
- It returns the empty shelf to the originating location
Benefits Felt on the Floor
- A single Kachaka Pro covers both “inter-process transport” and “empty-cart retrieval,” delivering strong cost efficiency
- Automating transport work eases the burden on operators
- One-button operation gets it running, keeping on-site usability stress low
- Combined with custom-built carts, the plant was able to establish an operation that fits the floor perfectly
Assessment of the Support Structure
The team on the floor commented: “Over roughly two years from evaluating adoption to going live, they accommodated even our most demanding requests with flexible support. We had some anxiety before adoption, but being able to trust them and consult at any time gave us great peace of mind.”
Looking Ahead
The plant plans to increase the number of units further and apply them to intermediate assembly part transport and empty-cart retrieval across more processes. Aiming for a factory where people and robots collaborate, it will continue to advance automation and productivity improvements.